Подумал, что сообщество самое компетентное для вопроса. Есть некроавтомобиль с деградировавшем на солнце пластиком решеток воздуховода, отчего те побелели.
Внизу ок, вверху - не ок. Материал тот же.
На самих решетках материал не указан, на соседних похожих внешне и тактильно - ABS/PA.
Задача: восстановить черный цвет, чтобы он не стерся.
Что сделано:
Наждачка успешно снимает верхний слой, но за собой так же оставляет белесые следы.
Нагрев паяльным феном убирает белый цвет, только невозможно поймать момент когда пластик еще не плавится, но уже темнеет. При температуре в районе 290.
Ацетон, дихлорэтан - в него делали не погружал, но на смазывание кисточкой не реагируют.
К вопросу о расходе полимера в мусорную корзину на примере ювелирных моделей: сколько идет на поддержки, или безвозвратные сопутствующие потери материала.
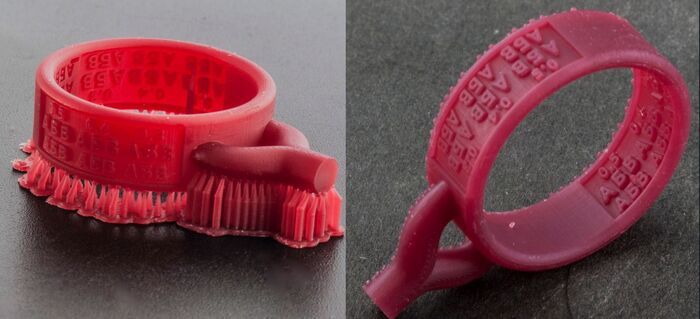
Выращенные модели с поддержками
Вопрос сопутствующего расхода полимера актуален при расчете стоимости печати, особенно на дорогих полимерах (10-20 тыс руб за кг). Рост фотополимерной модели в 90% случаев не возможен без плота, поддержек, которые удаляются и выкидываются, и при правильном учете это как то лучше оценивать заранее. Для кого то мелочь, ну жизнь в основном и состоит из мелочей, а уж бизнес и подавно. "гладко было на бумаге, да забыли про...".
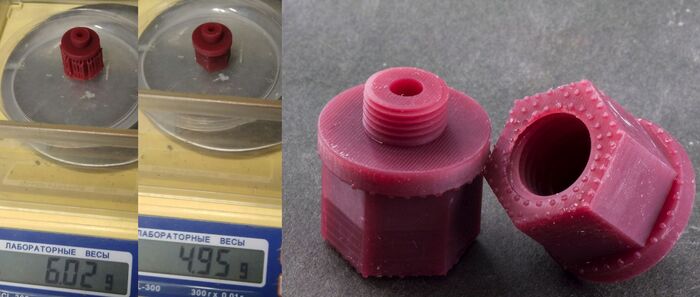
Оценка расхода - "КПД" материала - достаточно проста. Для удобства учета - фотополимерные материалы продаются вразвес. Взяли 1 кг смолы за 10 000 руб - получили 300гр конечного продукта. Что то осталось в бутылке, что то в ванне, что то пролили, что то смыли при промывке, что то ушло в брак, что то в настройки (тестовые модели), что то в поддержки.
модель с поддержками и без
В результате - цена моделей (чисто по сырью) - 33 руб за 1 гр. Что вышло то вышло, но вот перед печатью надеялись что получится больше, грамм на 800, а тут и полимера не хватило на план, да и как то дороже вышло (33 вместо 12.5). Печатник с опытом, на основе анализа того что ставит на печать, прикидывает некие коэффициенты потерь, даже попадающие в реальность, неплохо бы помнить об этом и новичку.
Покажем "КПД" на примере конкретных изделий.
потери 18%
потери 25%
потери 10%
потери 26%
потери 48%
потери 43%
Потери на поддержки - на приведенных выше фото. Еще надо учитывать шлифовку следов от поддержек (до 1%), литники (которые являются полезной частью ювелирной модели под литьё, но по сути тоже сопутствующие потери).
модель с большим процентом литников
Про модель крест, на которой получилось 10% поддержек всего - не говорит о том, что она выгоднее других в печати. Если посмотреть на то, как она печаталась
крест - самая высокая модель на столе
то можно понять, что это самая высокая модель на столе, и печатается дольше всех, а это ресурс принтера (многие забывают учитывать амортизацию оборудования, вроде как - ну поставил принтер, он там печатает, время личное не отнимает) и расход электричества.
Какие выводы? - для любителя, печатающего периодически и "для себя" - тут скорее важен учет полимера, чтобы хватило на то что задумано напечатать. Для профессионалов - еще и поддержки учитывать (в том числе) при расчете себестоимости, а сколько - показано наглядно.
Вот и завершилась работа над довольно объемной фигуркой Салли Вайтмейн. Мир Варкрафта уже стал родным и не хочет отпускать! В карусели фотоотчет: завершенная работа и фотографии с процессом ее изготовления)
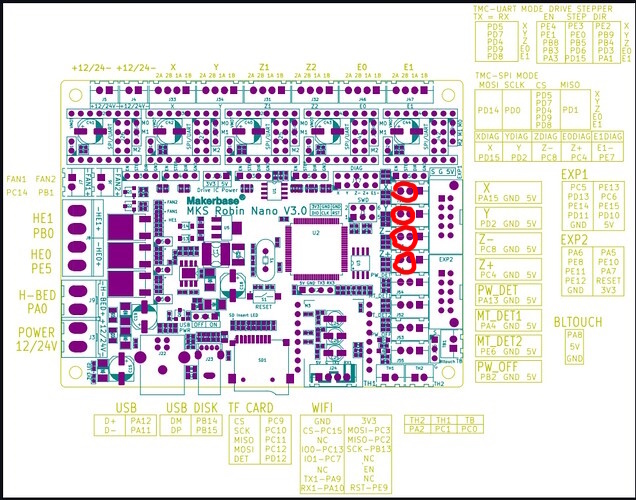
Всем привет! Недавно поставил в свой принтер(Kingroon kp3s pro) новую материнскую плату mks robin nano v3.1. При сборке проблем почти не возникло, но при запуске оказалось что принтер не реагирует на нажатия ни одного из концевиков. Сначала грешил на свою рукожопость, но когда попытался замыкать контакты вручную, пинцетом, оказалось, что дело не в кривом подключении, принтер всё так же не реагировал на замыкания контактов(пары контактов, которые я пытался замыкать отмечены на фото ниже).
Соответственно встаёт вопрос о том что я делаю не так. Помогите, пожалуйста, с решением проблемы. Заранее спасибо
P.S. Прошу не ругать, если забыл что-то указать, я пока-что новичок в этой тематике, всю необходимую информацию могу дополнительно предоставить в комментариях или в обновлениях поста, спасибо за понимание.
Мы поддерживаем создателей, ремесленников, мастеров нашего мира. Мы верим в тех, кто решил заняться творчеством, ручной работой и экспериментами. Создание вещей - это не просто хобби, а скорее способ формировать мир вокруг нас и придавать смысл предметам, которые мы используем каждый день.
Это то, что отличает нас от бездумного потребления; намерение, которое мы вкладываем в то, что мы делаем, и в то, как мы это потребляем.
Это то, к чему мы стремимся - к более этичному и устойчивому производству. Именно поэтому мы разрабатываем отличные машины и обеспечиваем производителей завтрашнего дня.
Мы специализируемся на субтрактивном производстве и работаем над созданием надежной экосистемы станков, основанной на ценностях с открытым исходным кодом, которые стали популярны благодаря таким проектам, как Voron Design.
Наш флагман - Millennium Machines Milo V1.5, фрезерный станок с ЧПУ, который поместится на любом рабочем столе или в любом гараже, может быть собран без каких-либо специальных инструментов или опыта и не потребует больших затрат.
Первоначальной целью проекта VORON еще в 2015 году было создание бескомпромиссного 3D-принтера, который было бы интересно собирать и использовать. Он должен был быть тихим, чистым, красивым и продолжать работать 24 часа в сутки, не требуя постоянных возни. Короче говоря, настоящая домашняя микропроизводственная машина без высокой цены. Разработка заняла больше года, при этом каждая часть была переработана, подвергнута стресс-тестированию и оптимизирована. Вскоре после релиза вокруг проекта сформировалось активное сообщество, которое продолжает расти и сегодня. Это сообщество является частью того, что делает VORON таким особенным.
То, что когда-то было делом одного человека, превратилось в небольшую сплоченную группу инженеров, объединенных общим духом проектирования. Мы стремимся создавать принтеры промышленного качества, которые можно собрать у себя на кухне. Именно эта страсть и преданность делу заставляют нас расширять границы возможного. Мы строим космические челноки с садовыми инструментами, чтобы каждый мог иметь собственный космический челнок.
Компания InMachines, рожденная в результате машиностроительной деятельности основателя Даниэле Инграссиа, была создана, чтобы заполнить пробел между коммерческими цифровыми производственными машинами и открытым оборудованием. Наша ключевая ценность заключается в создании цифровых производственных машин с открытым исходным кодом. По характеру машиностроительной деятельности наша продукция разнообразна и может обслуживать не только любого пользователя машины, но и Fab Labs, Makerspaces, техническое образование, учебные заведения (школы, университеты), международные исследовательские проекты и многое другое.
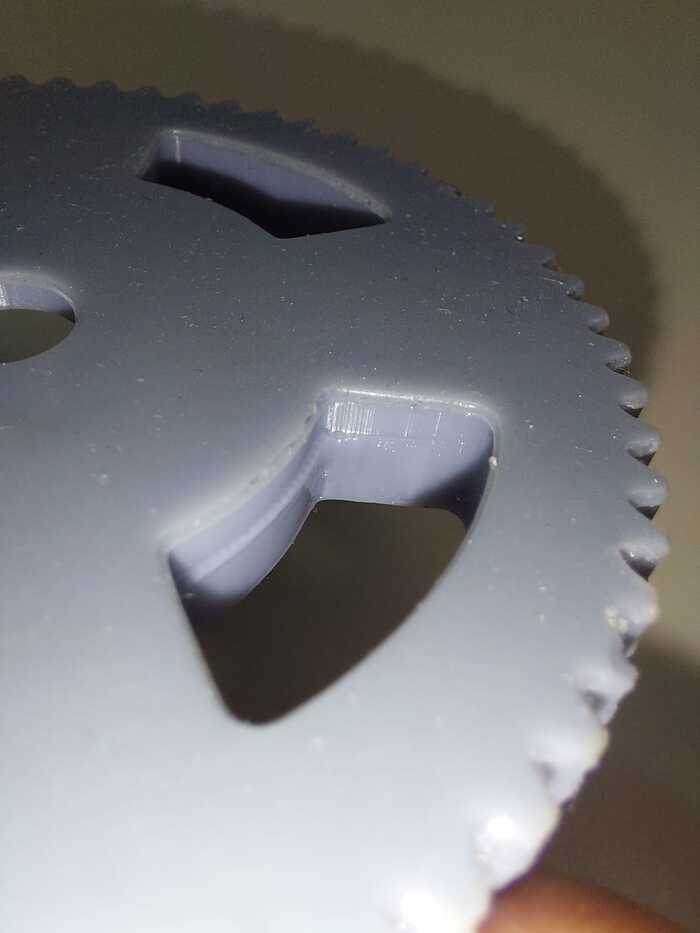
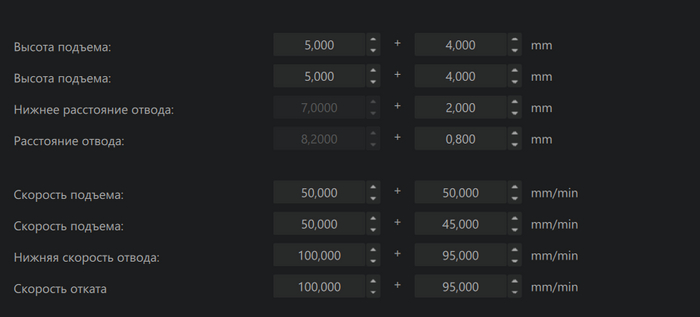
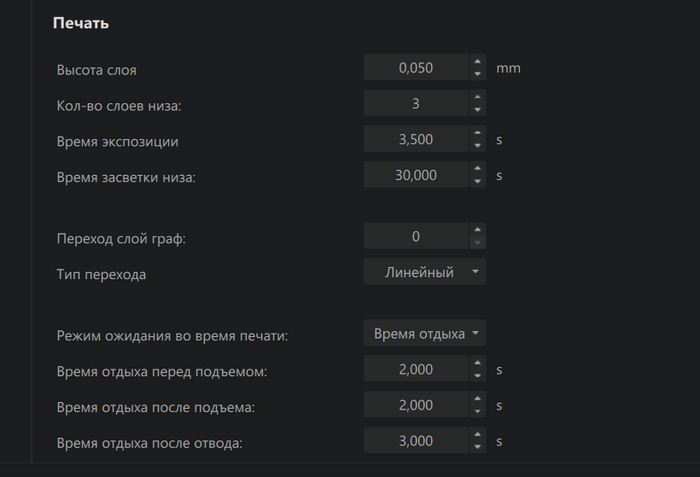
Чайник. Купил X6Ks Anycubic , по гайдам с интернетов и форумов настроил , имею следующие проблемы: Шестерни печатаются с непонятным наплывом внутри отверстий и между зубьями ( вообще, не только шестерни ,а что угодно, и наплыв всегда в/на 1 уровне ) , та часть, что между зубьями-снимается чем то острым , то есть смола там не застывшая в 0,а очень вязкая ,в отверстиях же-намертво наплывает .Данный дефект только при печати от стола без наклона в N градусов , если печатать под углом на поддержках, то такой проблемы не возникает, но там плывет геометрия и деталь корежит. Все фото прилагаю. Еще тест закину от харзов, может что-то посоветуете.